

冷轧轧辊爆裂原因分析与改进
发布时间:2024-07-01
雷武军
(四川省龙威金属制品有限公司)
摘 要:本文对冷轧生产过程出现轧辊裂纹、爆辊等现象进行分析,并结合实际生产情况,提出了避免轧辊裂纹和爆裂的措施。
龙威公司冷轧厂采用单机架、可逆、六辊轧机的轧制工艺,生产过程中因为轧辊表面脱落原因造成生产线异常停机的情况时有发生。异常停机事故不仅增加了生产制造成本,也影响和打乱了正常的生产节奏,造成工序产能不能平衡和影响客户的交货。为了解决轧辊表面剥落的问题,龙威公司通过对轧辊的受力分析,结合工厂的现场工艺工况、实际作业环境等进行分析研究,找出了轧辊爆辊的原因,提出了有效的预防措施,取得了较好效果。
1、 轧辊爆辊现象
轧辊在生产运转中、在换辊过程中、在换后置放过程中出现局部深度爆裂、表面大面积脱落以及不同程度的裂纹,如图1~ 图4。
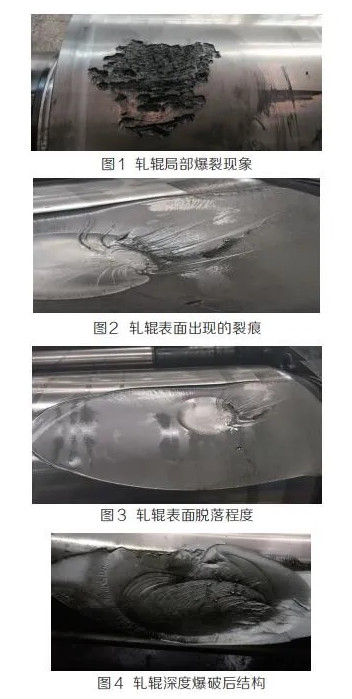
(1)生产过程中出现爆辊。轧钢车间在正常生产过程中,出现伴随剧烈异响的断带事故,该事故出现时没有明显的规律可循,在生产不同的材料时、不同的厚度规格时,在不同的道次、不同的轧制阶段出现无规律的突然停机事故,事故现场可见轧辊辊身严重开裂、局部表面脱落等现象。其中,中间辊爆和表面脱落现象尤为明显,因为中间辊辊身大面积剥落,不仅造成中间辊直接报废,同时事故还造成工作辊不同程度的损伤,造成在线轧制的产品被分切、分卷,产生大量的丢料损失。
(2)轧辊被换辊下机后爆辊。按照冷轧厂轧制工艺和换辊制度要求,轧辊轧制到一定数量(包括卷数、公里数、道次、吨位)后需下机进行维修和磨削,以便配对、拆装后再备使用。有时轧辊在换辊过程中,或是刚换下的轧辊会发生辊身爆裂,可听到或轻、或重的爆响声音并开裂、剥落,严重时辊身碎片爆飞可达数米之远,不仅造成轧辊直接报废,同时存在飞片伤人的安全隐患。
2 、轧辊爆辊原因分析
(1)受力情况分析。
冷轧机组的轧辊在轧制过程中主要承受的应力有弯曲应力、疲劳应力及热冲击疲劳应力等。
①弯曲应力。可逆式六辊 HC 轧机轧制时,正弯辊力 :最大300KN,负弯辊力 :最大200KN,最大轧制力10MN,轧制速度为0m/s~10m/s,抽辊距离为200mm。由于工作辊、中间辊以及支撑辊紧紧压靠在一起,轧制压力沿轧件均匀分布,轧辊所受轧制力均匀分布,在安全轧制负荷内不是造成轧辊剥落的主要原因。但是,如果中间辊抽辊量过大,或时带负荷过大抽辊时,中间辊头与工作辊及支撑辊接触区会产生局部弯曲应力集中,同时乳化液的边缘效应也会在此区域出现金属渣、杂粉类的堆积,形成应力集中加剧,导致局部产生裂纹,随着轧钢量的增加,造成轧辊裂纹和表面爆裂,其裂纹扩展多发生在支撑辊辊肩脱落、中间辊辊头爆裂和脱落。
②疲劳应力。轧辊在轧制过程中,每转一周,在应力高度集中的辊身中部受到拉应力和压应力作用,它们不断的反复循环变化,辊身应力集中的地方就产生较大的疲劳应力。经过一定的循环之后,在夹杂物的尖角处产生裂纹,并沿夹杂物和应力的方向扩展,可导致轧辊表层剥落,是造成冷轧爆裂的影响因素。
③热冲击疲劳应力。在轧制过程中,轧辊变形区和冷却区不断交替变化,即轧辊在承受不断进行加热和冷却,在这种作业环境下,轧辊在冷却区和变形受热区受到长时间的交替热应力,容易在轧辊表层出现初始微裂纹,这种微裂纹会不断加剧,是造成轧辊表面剥落的因素。
(2)实际工艺工况情况。
①冷却不足。事故轧辊的温度高,且温度不均匀,局部达到300℃,检查发现轧机的乳化液喷嘴均喷射流量、喷射压力不均匀,不少喷嘴存在不同程度的堵塞现象。因为轧机乳化液对轧辊的冷轧不均匀、不充分,会造成轧制时轧材变形的热量无法完全释放,使轧辊温度升高,产生轴向的开口裂纹。另外,轧机乳化液的温度过低、浓度过低,以及乳化液的清洁度不达标也是轧辊产生裂纹的影响因素。
②工艺性打滑。在轧辊发生爆辊事故时,轧机偶尔出现工艺性打滑现象。由于轧制工艺的不合理,前后张力的失调,造成工作辊面与轧材之间产生滑动现象。工艺打滑造成的剧烈震动和摩擦热会传递到工作辊和中间辊,使得辊面温度快速增加,从而造成辊面裂纹的产生。
(3)实际生产情况。
生产事故引起的轧辊受损。轧辊爆裂时90%伴随轧制断带事故,虽然不能准确地判断产品断带和轧辊爆辊的前后关系,但轧制时轧件的断带事故一定会造成轧辊受伤。断带时轧辊温度剧变,产生裂纹在所难免,且深度较深,具有局部性,深度和开口度较大 ;断带时会发 生人口堆钢、叠轧,由于轧辊高速运转的惯性,瞬间的冲击力和能力聚集足以使轧辊受到严重的破坏。断带并发生粘钢时,对工作辊和中间辊的影响是致命的。粘钢造成轧辊辊面形成压痕,会直接传递到所有辊面,如未能及时发现和全面更换工作辊、中间辊、支撑辊,经过一定的轧制循环后,压痕会在各个轧辊间不断转移、复印,而压痕处形成轻微裂纹也会扩展、加剧,最后造成轧辊辊身工作层掉肉、残层剥落。
(4)轧辊问题。
①硬度超标。轧辊工作表面的硬度是轧辊的主要质量指标,硬度指标虽然决定轧辊的使用寿命,但如果轧辊自身硬度不能和工作辊、中间辊、支撑辊的指标配合仍然会造成轧辊受伤。龙威公司轧机轧辊硬度匹配为 :工作硬度90~95HSD,中间辐硬度75~80HSD,支撑硬度60~65HSD,新辊在辊径配对、硬度配对后,使用过程中轧辊局部出现硬度值的变化会造成轧辊自身局部裂纹和剥落,同时该轧辊也会对相邻轧辊的局部爆裂产生诱。
②轧辊的维修磨削。轧辊下线后,其轧辊辊面疲劳层、表面裂纹层由于磨削不彻底会形成缺陷残留,当有缺陷的轧辊再次上机使用时,在周期性疲劳应力作用下,微裂纹会快速显现并不断扩展,直到一定的临界深度或过渡层中,为轧辊表面剥落埋下隐患。
3、 避免轧辊爆裂的改进措施
3.1、 保证轧辊的磨削工艺和维修制度
建立严格的轧辊使用周期、轧辊维修磨削等制度保障。根据轧辊材质及性能特点,结合生产实际情况和工艺情况建立合理的轧辊维护制度,保障轧辊上线使用的工艺要求。一般情况下,工作辊、中间辊、支撑辊可参照(表 1)维护。

为了避免轧辊对自身缺陷清理不彻底,带病上机,对于受伤的轧辊的维修磨削量可适度提高到0.40mm~0.55mm,并且加强磨削后的探伤检查,保证轧辊消除内应力、彻底清除微裂纹。
3.2、 严格对轧辊进行配对使用
支撑辊的配对要保证使用周期和表面质量,包括对支撑辊轴承的配对使用,保证支撑辊的稳定运行。工作辊和中间辊自身的匹配、工作辊和中间轧辊之间的匹配尤为重要,轧辊配对一定要满足轧辊直径、轧辊辊面硬度、轧辊使用周期等指标,特别是受伤轧辊、初期轧辊、尾期轧辊的配对使用。
3.3 、保证乳化液工艺运行
兼顾轧机乳化液的冷却功能和润滑功能,由于环保要求,全周期、免排放的乳化液制度逐渐推广,乳化液的使用周期被大大加长,要保证乳化液的清洁度,实时监测乳化液的浓度、清洁度等理化指标。确保乳化液对轧机、轧辊的清洁、润滑、冷轧等作用的实现,避免轧机AGC液压油、油气润滑油、检修用油对乳化液的污染。
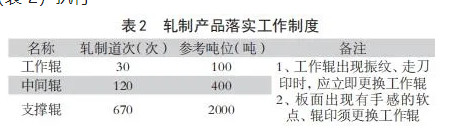
3.4 、落实换辊制度
根据轧制产品的材质、厚度不同,实施的轧制工艺不同,制定对应的换辊制度,一般情况下参照(表 2)执行
3.5、 坚持轧辊预热制度
换辊后,保证轧辊预热时间、预热温度、预热压力。轧制前给予充足的热辊时间,一般为30MIN~40MIN,保证一定的热辊压力,一般为4MN~5MN,满足一定的热辊温度,乳化液的温度要求一般为 :夏季,45℃~50℃ ;冬季,50℃~55℃。
3.6、 优化轧制工艺
单机架轧机轧制的产品越来越薄,而且同一规格生产批量较小,甚至按卷为批量组织生产,造成前后产品的用途和质量差异较大,轧钢工艺需要及时调整。针对下工序和最终用户的质量要求组织生产,根据用户对板形、对尺寸、对力学性能、对化学成分等要求的侧重点不同,通过高速轧制、大压下轧制、大张力轧制等轧制工艺的优化调整。
3.7、 建立纵横结合的联动机制
轧钢工序要对上游的原料变化进行及时响应,对下工序的技术要求需及时传递 ;对轧辊使用情况和在线指标信息要和轧辊维修车间实时共享,对运营维修、事故处理要和检修车间互通,通过纵横联动机制保障轧机的高效顺行。
来源: 《世界有色金属》 2020年第12期
(版权归原作者或机构所有)

 上海移动端
上海移动端
 上海公众号
上海公众号
 陕西公众号
陕西公众号
 陕西微信号
陕西微信号


