

窑头密封结构的现场优化改造及安装
发布时间:2024-08-02
赵成明
(中材装备集团有限公司)
都江堰拉法基水泥有限公司一线Φ4.8m回转窑窑头罩产生向窑尾方向的轴向移动。
1 存在的问题
回转窑是由德国洪堡公司供货(见图1),密封形式是弹簧压杆式端面密封,由于密封端面受到窑头罩持续的推力作用,密封结构逐渐损坏,弹簧压杆已经处于半脱落状态,密封即将失效。

图1 原密封变形情况
2 原因分析及解决方案
初步分析,怀疑窑头罩的移动与2008年的地震有关,地震导致设备基础产生倾斜,进而使窑头罩发生缓慢移动。
鉴于对窑头罩的移动原因还未确定,为保障生产的进行,先行更换窑头密封。因周向密封不会因窑头罩的移动而损坏,因此选择了传统周向密封结构——碟片式密封。
碟片密封采用钢丝绳拉紧,密封静环与窑头罩焊接,密封动环与风冷套通过螺栓连接。同时,原设计中的风冷套结构不适用于新的方案,也一并更换。
3 方案的实施
原设计的窑头密封设计方案见图2,挡块1、2、3、5、6焊接在筒体上,挡块4焊在风冷套上,风冷套扣在窑头护板上,挡块4与挡块2抵住,并通过挡块1上的螺栓向左拉紧风冷套。挡块1、2、3用于承担风冷套的预紧力,挡块5、6的作用则是约束风冷套的周向转动。
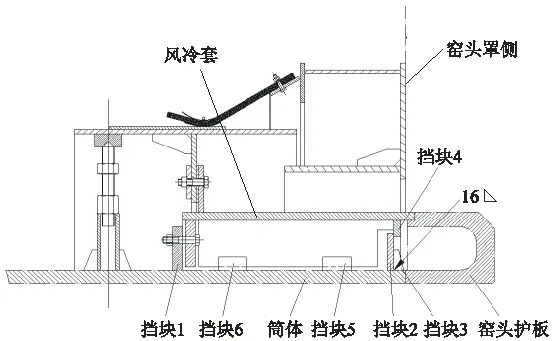
图2 窑头密封设计方案
现场安装时,由于工期比较紧,并没有预留出窑头护板的拆卸时间,窑头罩也仅是做了复位,不能过度移动,导致挡块2、3的焊接空间较小,很难保证焊接精度。但如果焊接误差过大,挡块2、3很难起到原设计中的作用,风冷套的预紧就会出现问题。因此,我们对原方案挡块部分进行了改进,见图3。
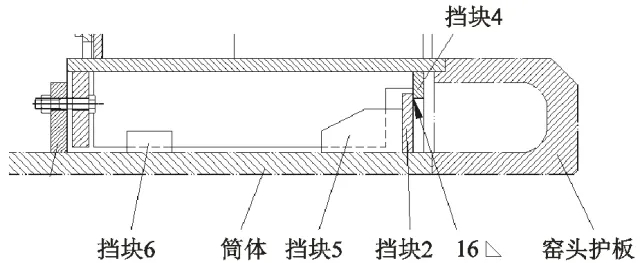
图3 窑头风冷套挡块改进结构
1)挡块2焊接在风冷套的挡块4上。
2)改变靠近窑头护板的挡块5的尺寸和形状,挡块5抵近挡块2,使其既起到限制风冷套周向转动的作用,又能承担风冷套的轴向预紧力。同时,在套上风冷套之后再焊接挡块,既减小了焊接的难度,又保证了焊接的精度。
4 现场使用情况
改造后的窑头密封密封性好,同时,周向密封结构也不会因为窑头罩的移动而损坏,在暂时无法确定窑头罩移动原因的情况下,解决了窑的密封问题,保证了生产进度。
来源:《水泥》杂志
(版权归原作者或机构所有)

 上海移动端
上海移动端
 上海公众号
上海公众号
 陕西公众号
陕西公众号
 陕西微信号
陕西微信号


